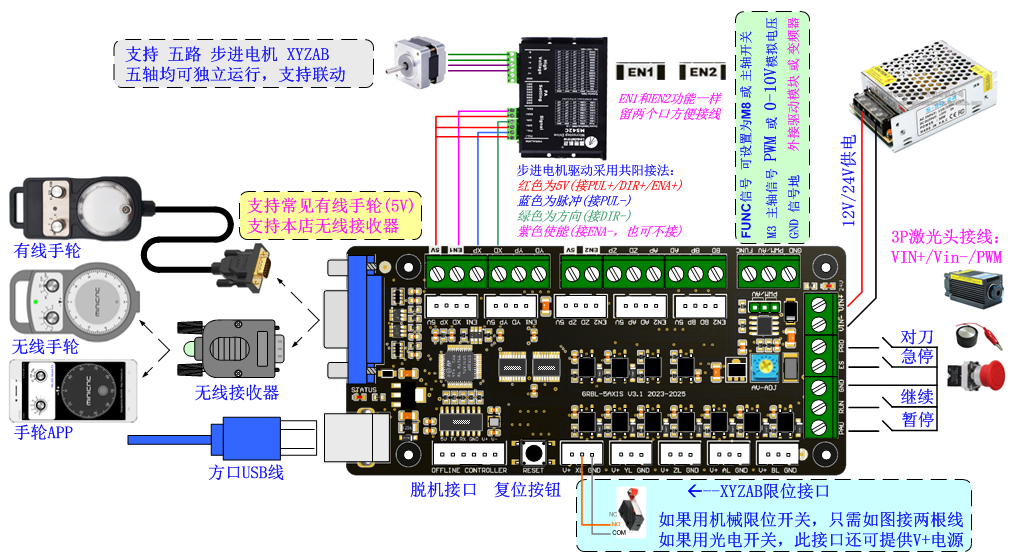
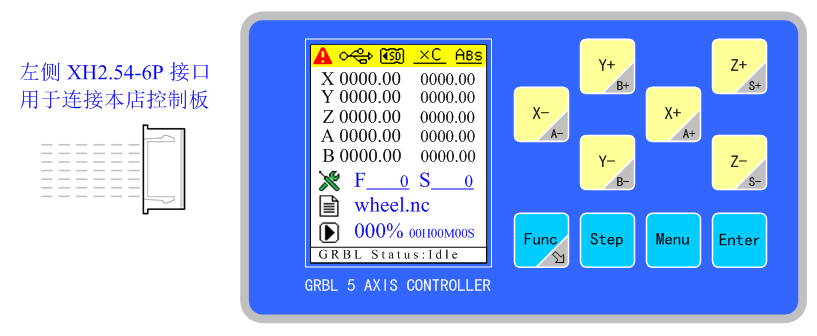
GRBL五轴雕刻机接口板,XYZAB轴。输入输出信号光耦隔离,支持MPG电子手轮。
可接脱机模块,脱机运行,支持暂停/继续/急停/对刀。可接3P激光模块。
如需了解无线电子手轮相关资料请查看 MC.MPG
如需了解脱机模块请查看 GRBL-脱机控制器
如需了解大功率主轴驱动板请查看 480W主轴驱动板
控制板程序-升级文件:
关于固件的重要说明:自2024年03月25日起,重新定义固件版本。(例:V3.1a,V3.1表示硬件版本,后边的a表示当前硬件版本下的程序版本)
如何查看当前固件版本?发送"$I\r\n",控制板会返回当前版本信息。
GRBL-MiniCNC-V3.1a 解决了手轮脉冲的一些bug,增加了Func信号的设置,更新日期:20240325
接线示意图:
控制板参数介绍:—— 对任何参数有疑问,可联系我。
以下为V3.1a版本参数列表,不同版本参数可能略有不同
$0=5 (step pulse, usec) // 脉冲宽度(默认即可)
$1=25 (step idle delay, msec) // 力矩保持时间(255:永久保持 1-254:保持 ms)
$2=0 (step port invert mask:00000000) // 脉冲反向
$3=0 (dir port invert mask:00000000) // 轴运动方向
$4=0 (step enable invert, bool) // 使能反向
$5=0 (limit pins invert, bool) // 限位反向
$6=0 (probe pin invert, bool) // 对刀反向
$10=3 (status report mask:00000011) // 报告模式(默认即可)
$11=0.010 (junction deviation, mm) // 圆弧参数(默认即可)
$12=0.002 (arc tolerance, mm) // 圆弧参数(默认即可)
$13=0 (report inches, bool) // 开启英制单位
$20=0 (soft limits, bool) // 开启软件限位
$21=1 (hard limits, bool) // 开启硬件限位
$22=1 (homing cycle, bool) // 使能回原点
$23=0 (homing dir invert mask:00000000) // 回原点方向
$24=500.000 (homing feed, mm(or degree)/min) // 重复确认限位开关的速度
$25=1000.000 (homing seek, mm(or degree)/min) // 快速寻找限位开关的速度
$26=250 (homing debounce, msec) // 软件滤波(默认即可)
$27=5.000 (homing pull-off, mm(or degree)) // 限位开关释放距离
$30=10000 (spindle max rpm) // 主轴最大转速
$31=0 (spindle min rpm) // 主轴最低转速
$32=0 (laser mode, bool) // 激光模式
$61=5 (axis nums) // 设置轴数
$62=0 (core xy, bool) // CoreXY模式
$63=1 (homing force set origin, bool) // 强制设置限位开关处为机械零点
$64=0 (func pin set, 0-M8/1-SpindleEn) // Func管脚功能设定
$65=1 (weak laser percent, 0-100) // 弱光功率设置
$66=0 (laser effect adjust, 0-255) // 激光雕刻效果调整
$67=0 (spindle soft start, bool) // 开启主轴软起动(减小对电源的冲击)
$68=0 (a axis follow, 0-A/1-X/2-Y/3-Z) // A轴跟随 0-不跟随 1-跟随X 2-跟随Y 3-跟随Z
$69=0 (b axis follow, 0-B/1-X/2-Y/3-Z) // B轴跟随 0-不跟随 1-跟随X 2-跟随Y 3-跟随Z
$70=0 (limit pins disable mask:00000000) // 限位禁止 (可禁用某个轴的限位)
// 5个轴的脉冲当量 (多少个脉冲走1mm)
$100=80.000 (x, step/mm)
$101=80.000 (y, step/mm)
$102=80.000 (z, step/mm)
$103=80.000 (a, step/mm)
$104=80.000 (b, step/mm)
// 5个轴的最大速度限制
$110=10000.000 (x max rate, mm/min)
$111=10000.000 (y max rate, mm/min)
$112=10000.000 (z max rate, mm/min)
$113=10000.000 (a max rate, mm/min)
$114=10000.000 (b max rate, mm/min)
// 5个轴的加速度
$120=50.000 (x accel, mm/sec^2)
$121=50.000 (y accel, mm/sec^2)
$122=50.000 (z accel, mm/sec^2)
$123=50.000 (a accel, mm/sec^2)
$124=50.000 (b accel, mm/sec^2)
// 5个轴的最大行程限制(配合软件限位)
$130=1000.000 (x max travel, mm)
$131=1000.000 (y max travel, mm)
$132=1000.000 (z max travel, mm)
$133=1000.000 (a max travel, mm)
$134=1000.000 (b max travel, mm)
// 5个轴的回原点顺序设定(0:不参与回原点,1-4:回原点顺序)
$140=2 (x homing order, 0-4)
$141=2 (y homing order, 0-4)
$142=1 (z homing order, 0-4)
$143=0 (a homing order, 0-4)
$144=0 (b homing order, 0-4)
// 5个轴的加工零点相对机械零点的坐标偏移(不用特意设置,通过SET0功能自动设置)
$150=0.000 (x origin offset, mm(or degree))
$151=0.000 (y origin offset, mm(or degree))
$152=0.000 (z origin offset, mm(or degree))
$153=0.000 (a origin offset, mm(or degree))
$154=0.000 (b origin offset, mm(or degree))
GRBL五轴雕刻机接口板使用说明书
索引
---------------如何接步进电机?
---------------如何接限位开关?
---------------如何接主轴电机/变频器/冷却风扇?
---------------如何接激光头?
---------------关于暂停/继续/急停/对刀的使用方法?
---------------如何查看控制板参数?
---------------如何设置控制板参数?
---------------如何计算脉冲数/mm参数?
---------------轴运动方向反了?轴回原点方向反了?
---------------我想调整每个轴的回原点顺序?我不想让A轴参与回原点?
---------------我需要使用双Y轴?双Z?双Y双Z?-如何设置A/B自动跟随X/Y/Z?
---------------如何使用脱机模块?
---------------如何使用电子手轮?
---------------控制板程序如何升级?
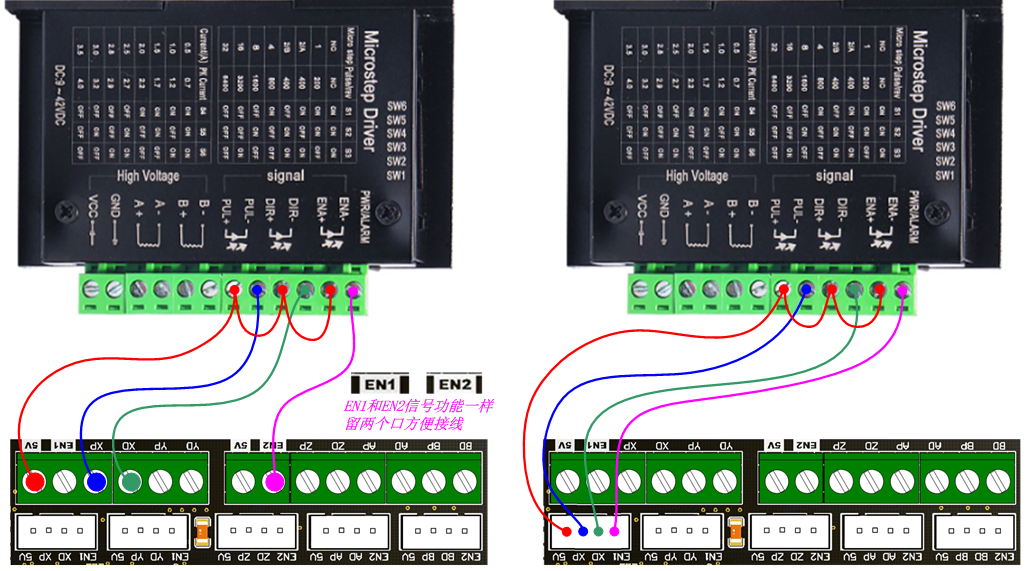
---------------如何接步进电机?
GRBL五轴接口板不集成驱动,所以需要外接驱动。驱动根据使用的电机选择合适的即可。
接口板输出轴的 脉冲、方向 和 使能 信号,共阳接法。
以X轴为例:(Y/Z/A/B轴同理)
如下图,可以通过绿端子接线,也可以通过内部XH2.54-4P接口接线。(使能信号一般可以不接)
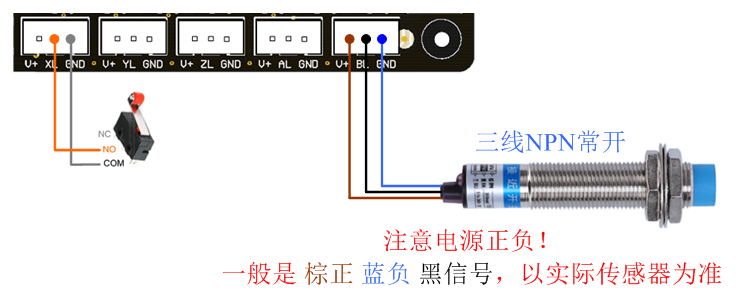
---------------如何接限位开关?
大部分简易雕刻机,很多人都不接限位开关,这也是可以的。如果需要自动回原点等功能,则需要接限位开关。
(如果每个轴装两个限位开关,请并联即可,如果每个轴只有一个限位开关,请装在轴的负方向一侧,Z轴一般在上侧)。
以X轴为例:(Y/Z/A/B轴同理)
可以接机械式的轻触开关,只需要接NO和COM两根线。
也可以使用三线的接近开关或光电开关等。
注意三线开关的供电范围!
如果控制板使用12V供电,那么限位接口里的V+也是12V。如果控制板使用24V供电,则限位接口里的V+,也将变为24V!
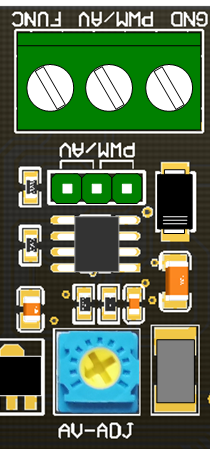
---------------如何接主轴电机/变频器/冷却风扇?
GRBL五轴接口板可以输出5V的PWM信号 或 0-10V的模拟信号。(通过跳线选择)
输出0-10V时,可以通过下方的 AV-ADJ电位器进行微调。
FUNC接口默认是由M8命令控制,M8开启,M9关闭,用于控制冷却风扇等。
可通过参数$64设置为主轴使能信号,可用于变频器的启停控制。
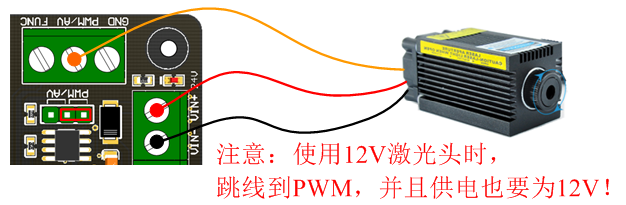
---------------如何接激光头?
以12V三线激光头为例
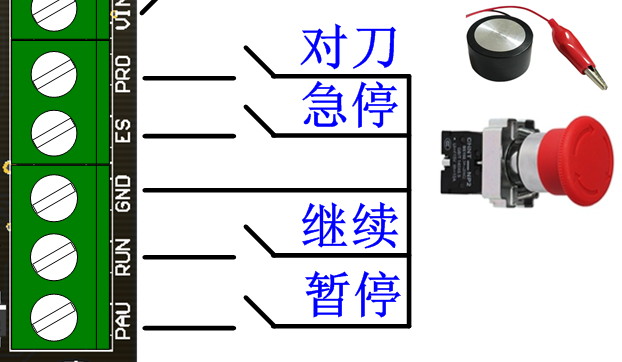
---------------关于暂停/继续/急停/对刀的使用方法?
直接接常开开关即可。
对刀可以使用专门的对刀块。(本质上也就是一个常开开关)
急停可以使用专门的急停按钮,接常开点。
继续和暂停可以接普通的按钮或常开开关。
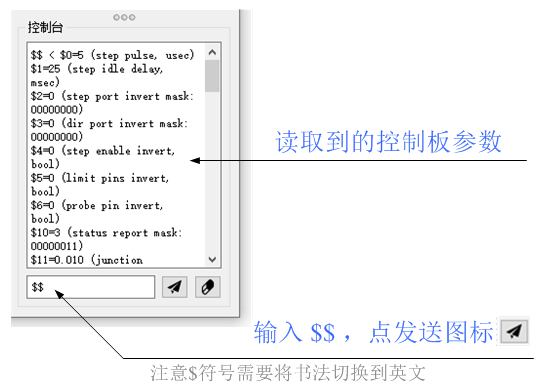
---------------如何查看控制板参数?
发送查询命令 "$$"即可查看控制板所有参数。
如图,在Candle软件右下角命令框里输入 $$,点击发送即可看到控制板所有参数
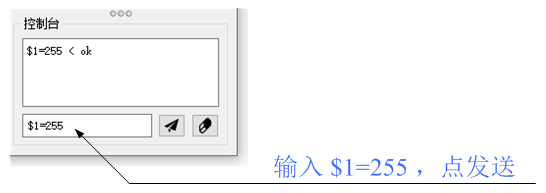
---------------如何设置控制板参数?
比如,要将参数1设置为255,如下图,发送$1=255,点发送即可。
---------------如何计算脉冲数/mm参数?
脉冲数/mm这个参数的含义是:机器移动1mm的距离,控制板需要给多少个脉冲。
所以这个参数一定要根据自己实际机器设置,否则会导致机器加工的实际尺寸和预期尺寸不一致。
和该参数有关系的因素很多:
步进电机步进角度 (一般常见两相四线步进电机步进角度为1.8°,当然也有0.9°的)
驱动细分 (我一般设置16细分,根据需求即可。一般细分越高,机器能达到的最高速度就会越低)
丝杠导程 (丝杠转一圈,滑块前进的距离,注意:导程和螺距是两个概念,导程 = 螺距 x 螺纹头数)
减速机减速比 (有些设备会有减速机,目的是增大扭矩 或 提高精度等等)
同步带齿距 (同步带上两个齿牙之间的距离)
同步轮齿数 (同步轮上一圈的齿牙数量)
例1:丝杠机器
步进电机步进角1.8°,驱动细分16,丝杠导程4mm,减速机10:1(如果没有减速机,就按1:1计算)。
脉冲数/mm参数 = ( (360/1.8) x 16 x 10 ) / 4 = 8000
例2:同步带机器
步进电机步进角1.8°,驱动细分16,同步带齿距2mm,同步轮20齿。
脉冲数/mm参数 = ( (360/1.8) x 16 ) / ( 2 x 20 ) = 80
---------------轴运动方向反了?轴回原点方向反了?
原则上先调 轴整运动方向,后调整 轴回原点方向!
轴运动方向调整:
参数3控制 轴运动方向。
参数的bit0表示X轴,bit1表示Y轴,bit2表示Z轴,bit3表示A轴,bit4表示B轴。
如果发现某个轴运动方向反了,则反向对应bit即可。
如果你不懂二进制,看不懂上边说的bit0/1/2/3/4什么意思,则按如下操作:
1.先把参数3设置为0
2.如下图,看每个轴的运动反向是否正确
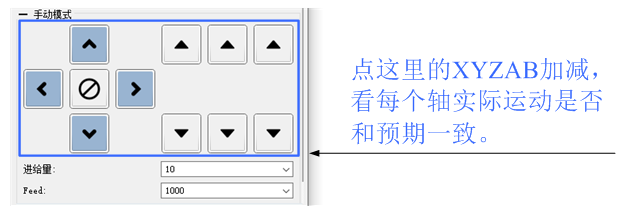
3.如果有和预期不一致的地方,按如下设置:
B对 A对 Z对 Y对 X对 - 设置 $3 = 0 B错 A对 Z对 Y对 X对 - 设置 $3 = 16
B对 A对 Z对 Y对 X错 - 设置 $3 = 1 B错 A对 Z对 Y对 X错 - 设置 $3 = 17
B对 A对 Z对 Y错 X对 - 设置 $3 = 2 B错 A对 Z对 Y错 X对 - 设置 $3 = 18
B对 A对 Z对 Y错 X错 - 设置 $3 = 3 B错 A对 Z对 Y错 X错 - 设置 $3 = 19
B对 A对 Z错 Y对 X对 - 设置 $3 = 4 B错 A对 Z错 Y对 X对 - 设置 $3 = 30
B对 A对 Z错 Y对 X错 - 设置 $3 = 5 B错 A对 Z错 Y对 X错 - 设置 $3 = 31
B对 A对 Z错 Y错 X对 - 设置 $3 = 6 B错 A对 Z错 Y错 X对 - 设置 $3 = 32
B对 A对 Z错 Y错 X错 - 设置 $3 = 7 B错 A对 Z错 Y错 X错 - 设置 $3 = 33
B对 A错 Z对 Y对 X对 - 设置 $3 = 8 B错 A错 Z对 Y对 X对 - 设置 $3 = 34
B对 A错 Z对 Y对 X错 - 设置 $3 = 9 B错 A错 Z对 Y对 X错 - 设置 $3 = 35
B对 A错 Z对 Y错 X对 - 设置 $3 = 10 B错 A错 Z对 Y错 X对 - 设置 $3 = 36
B对 A错 Z对 Y错 X错 - 设置 $3 = 11 B错 A错 Z对 Y错 X错 - 设置 $3 = 37
B对 A错 Z错 Y对 X对 - 设置 $3 = 12 B错 A错 Z错 Y对 X对 - 设置 $3 = 38
B对 A错 Z错 Y对 X错 - 设置 $3 = 13 B错 A错 Z错 Y对 X错 - 设置 $3 = 39
B对 A错 Z错 Y错 X对 - 设置 $3 = 14 B错 A错 Z错 Y错 X对 - 设置 $3 = 40
B对 A错 Z错 Y错 X错 - 设置 $3 = 15 B错 A错 Z错 Y错 X错 - 设置 $3 = 41
轴回原点方向调整:(如果机器没有限位开关,不用考虑回原点的问题)
参数23控制 轴回原点方向。
参数的bit0表示X轴,bit1表示Y轴,bit2表示Z轴,bit3表示A轴,bit4表示B轴。
如果发现某个轴回原点方向反了,则反向对应bit即可。
如果你不懂二进制,看不懂上边说的bit0/1/2/3/4什么意思,则按如下操作:
1.先把参数23设置为0
2.如下图,可以分别发送$HX/$HY/$HZ/$HA/$HB来控制X/Y/Z/A/B轴分别回原点。
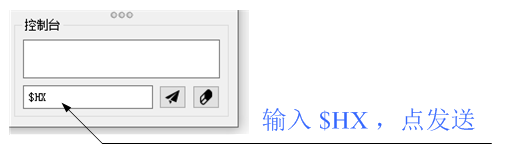
以X轴为例,发送$HX之后,机器的X轴会自动搜寻限位开关,
如果X运动方向是朝着靠近限位开关的一侧运动,则说明正确,等待自动搜寻结束即可。
如果发现X轴的运动方向远离限位开关所在的方向,表示X轴回原点方向错误,则立即急停或断电。
Y/Z/A/B轴同上。
3.如果 轴回原点方向 有不对的地方,按如下设置:
B对 A对 Z对 Y对 X对 - 设置 $23 = 0 B错 A对 Z对 Y对 X对 - 设置 $23 = 16
B对 A对 Z对 Y对 X错 - 设置 $23 = 1 B错 A对 Z对 Y对 X错 - 设置 $23 = 17
B对 A对 Z对 Y错 X对 - 设置 $23 = 2 B错 A对 Z对 Y错 X对 - 设置 $23 = 18
B对 A对 Z对 Y错 X错 - 设置 $23 = 3 B错 A对 Z对 Y错 X错 - 设置 $23 = 19
B对 A对 Z错 Y对 X对 - 设置 $23 = 4 B错 A对 Z错 Y对 X对 - 设置 $23 = 30
B对 A对 Z错 Y对 X错 - 设置 $23 = 5 B错 A对 Z错 Y对 X错 - 设置 $23 = 31
B对 A对 Z错 Y错 X对 - 设置 $23 = 6 B错 A对 Z错 Y错 X对 - 设置 $23 = 32
B对 A对 Z错 Y错 X错 - 设置 $23 = 7 B错 A对 Z错 Y错 X错 - 设置 $23 = 33
B对 A错 Z对 Y对 X对 - 设置 $23 = 8 B错 A错 Z对 Y对 X对 - 设置 $23 = 34
B对 A错 Z对 Y对 X错 - 设置 $23 = 9 B错 A错 Z对 Y对 X错 - 设置 $23 = 35
B对 A错 Z对 Y错 X对 - 设置 $23 = 10 B错 A错 Z对 Y错 X对 - 设置 $23 = 36
B对 A错 Z对 Y错 X错 - 设置 $23 = 11 B错 A错 Z对 Y错 X错 - 设置 $23 = 37
B对 A错 Z错 Y对 X对 - 设置 $23 = 12 B错 A错 Z错 Y对 X对 - 设置 $23 = 38
B对 A错 Z错 Y对 X错 - 设置 $23 = 13 B错 A错 Z错 Y对 X错 - 设置 $23 = 39
B对 A错 Z错 Y错 X对 - 设置 $23 = 14 B错 A错 Z错 Y错 X对 - 设置 $23 = 40
B对 A错 Z错 Y错 X错 - 设置 $23 = 15 B错 A错 Z错 Y错 X错 - 设置 $23 = 41
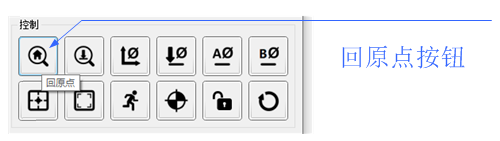
4.设置好之后,可以直接点软件上的一键回原点按钮,机器会自动执行所有轴找限位开关。
---------------我想调整每个轴的回原点顺序?我不想让AB轴参与回原点?
//4个轴的回原点顺序设定(0:不参与回原点,1-4:回原点顺序)
$140=2 (x homing order, 0-4)
$141=2 (y homing order, 0-4)
$142=1 (z homing order, 0-4)
$143=0 (a homing order, 0-4)
$144=0 (b homing order, 0-4)
以上四个参数,可以控制每个轴是否参与回原点动作,以及回原点的顺序。
比如上边四个参数表示:A轴和B轴不参与回原点,Z轴先回原点,完成后,XY再开始回原点。
---------------我需要使用双Y轴?双Z轴?双Y双Z?-如何设置A轴/B轴自动跟随X/Y/Z?
通过参数$68可以设置A轴的模式,参数$69可以设置B轴的模式。
$68=0 (a axis follow, 0-A/1-X/2-Y/3-Z) // A轴跟随 0-不跟随 1-跟随X 2-跟随Y 3-跟随Z
$69=0 (b axis follow, 0-B/1-X/2-Y/3-Z) // B轴跟随 0-不跟随 1-跟随X 2-跟随Y 3-跟随Z
---------------如何使用脱机模块?
直接连接本店的脱机模块,即可使用,脱机模块使用方法参见:
---------------如何使用电子手轮?
使用方法参见:MC.MPG 无线电子手轮
---------------控制板程序如何升级?
参见本页面最顶部,升级软件压缩包里有升级教程。